
Bíonn tionchar ag go leor fachtóirí ar cháilíocht an táthú, lena n-áirítear:
Tá próisis táthú éagsúla ann, mar shampla táthú TIG, MIG, agus Bata, agus tá buntáistí agus míbhuntáistí ag gach ceann acu. Ba cheart go mbeadh rogha an phróisis táthú bunaithe ar chomhdhéanamh ábhar, tiús, agus suíomh táthú.
I measc na paraiméadair táthú a dhéanann difear do cháilíocht an táthú tá an sruth táthú, an voltas, an luas taistil, agus an luas beathaithe sreinge. Ní mór na paraiméadair seo a shocrú agus a chothabháil go cruinn ar feadh an phróisis táthúcháin.
Braitheann an rogha miotail filler ar na cineálacha ábhar atá á táthaithe. Ní mór go mbeadh airíonna ceimiceacha agus meicniúla comhchosúla ag an miotal filler cuí leis an miotal bonn, le haghaidh táthú láidir agus marthanach.
Caithfidh an timpeallacht táthú a bheith saor ó éillithe agus taise. Is féidir le hábhair shalaithe cosúil le ola, salachar agus meirge an táthú a lagú, agus is féidir le taise a bheith ina chúis le scoilteadh hidrigine.
Éilíonn táthú ardchaighdeáin le welder oilte agus taithí. Caithfidh tuiscint críochnúil a bheith ag an welder ar theicnící táthú, ar an bpróiseas táthú, agus ar shábháilteacht táthú.
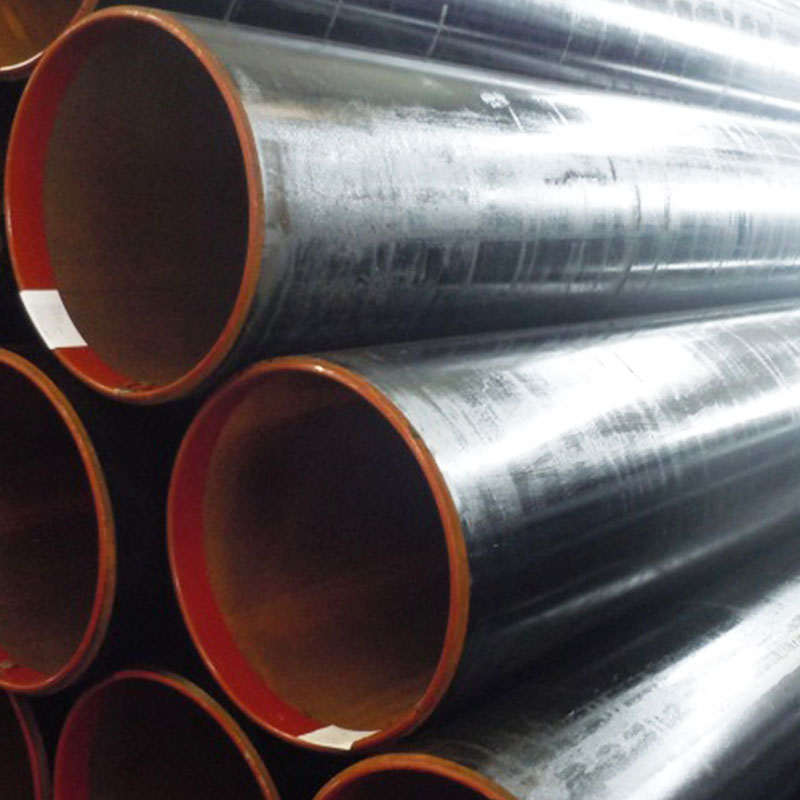
Tá táthú struchtúrach agus píopa ríthábhachtach chun struchtúir thionsclaíocha agus tógála a thógáil. I measc na bpríomhfhachtóirí a dhéanann difear do cháilíocht táthú tá an próiseas táthú, paraiméadair táthú, miotail filler, timpeallacht táthú, agus scil welder.
Tianjin Pengfa Steel Pipe Co., Ltd.Is monaróir na príomhchúiseanna le píopaí cruach ardchaighdeáin. Úsáidtear ár bpíopaí go forleathan sna tionscail tógála, ola agus gáis, agus na ngluaisteán. Táimid tiomanta do na píopaí cáilíochta is fearr a sholáthar dár gcustaiméirí ar phraghsanna iomaíocha. Le haghaidh fiosrúcháin, déan teagmháil linn ag info@pengfasteelpipes.com.
1. S. Liu, et al., 2018. Fachtóirí a dhéanann difear do cháilíocht táthú i dtáthú píblíne. Iris Idirnáisiúnta na nÁrthaí Brú agus na Píobála, 167, lgh. 87-98.
2. J. Smith, et al., 2017. Cáilíocht Weld agus lochtanna i dtáthú cruach struchtúrach. Iris Táthú, 96(5), pp. 145s-152s.
3. K. Johnson, et al., 2016. Roghnú miotail filler le haghaidh táthú cruach ard-neart. Taighde Táthú, 95(6), lgh. 215-223.
4. A. Garcia, et al., 2015. Timpeallacht táthú agus a éifeachtaí ar cháilíocht welds. Táthú sa Domhan, 59(6), lgh. 808-820.
5. C. Lee, et al., 2014. Scil welder agus a tionchar ar cháilíocht táthú i longthógáil. Iris Táirgeadh agus Dearaidh Long, 30(1), lgh 29-35.
6. D. Johnson, et al., 2013. leas iomlán a bhaint paraiméadair táthú do mhonarú feithicleach. Iris na Teicneolaíochta Próiseála Ábhar, 213(1), lgh. 56-64.
7. B. Kim, et al., 2012. Lochtanna táthú agus cúiseanna i dtáthú cruach struchtúrach. Iris Táthú, 91(7), pp. 195s-201s.
8. E. Martinez, et al., 2011. Comhdhéanamh miotail filler agus a éifeacht ar airíonna an weld. Irisleabhar Táthú, 90(6), lgh. 110s-117s.
9. F. Zhang, et al., 2010. Sábháilteacht táthú agus guaiseacha sa timpeallacht táthú. Eolaíocht Sábháilteachta, 48(7), lgh. 897-903.
10. G. Wang, et al., 2009. Próiseas táthú agus leas iomlán a bhaint paraiméadair le haghaidh táthú robotic. Journal of Material Engineering and Performance, 18(2), lgh. 165-173.



